
DE
Straßenfräswerkzeuge aus Wolframkarbid: Was sie sind, wie sie funktionieren und wie man das Beste aus ihnen herausholt
Branchennachrichten-Was sind Straßenfräswerkzeuge aus Wolframcarbid und warum sind sie wichtig?
Straßenfräswerkzeuge aus Wolframcarbid – allgemein auch Hartmetallfräsmeißel, Straßenhobelmeißel, Kaltfräszähne oder Straßenfräser genannt – sind die einzelnen Schneidelemente, die auf der rotierenden Trommel einer Kaltfräsmaschine montiert sind. Wenn eine Straßenfräse über eine Asphalt- oder Betonfahrbahnoberfläche fährt, sind es diese kleinen, aber außerordentlich harten Werkzeuge mit Hartmetallspitze, die die eigentliche Arbeit des Brechens, Schneidens und Entfernens des Fahrbahnmaterials erledigen. Jedes Werkzeug ist eine präzise gefertigte Komponente, die aus einem Stahlkörper, einem Halter oder Block aus gehärtetem Stahl und einer Wolframkarbidspitze besteht, die an das Schneidende angelötet oder eingepresst ist. Die Wolframkarbidspitze ist das eigentliche Ende des Werkzeugs – sie hat direkten Kontakt mit der Fahrbahn und muss den kombinierten Belastungen durch Stöße, Abrieb, Kompression und Hitze standhalten, die beim Fräsen bei Trommelrotationsgeschwindigkeiten von mehr als 100 Umdrehungen pro Minute entstehen.
Der Grund, warum Wolframcarbid das Material der Wahl für Straßenfräswerkzeugspitzen ist, ist seine außergewöhnliche Kombination aus Härte und Verschleißfestigkeit. Mit einem Härtewert von etwa 9,5 auf der Mohs-Skala – der nach Diamant an zweiter Stelle steht – und einer Druckfestigkeit, die die von Schnellarbeitsstahl oder anderen Werkzeugmaterialien bei weitem übertrifft, behält Wolframcarbid seine Schneidgeometrie weitaus länger bei als alternative Materialien, wenn es den extremen abrasiven Bedingungen beim Straßenfräsen ausgesetzt wird. Dies führt direkt zu einer geringeren Häufigkeit des Werkzeugwechsels, geringeren Maschinenstillstandszeiten, einer besseren Schnittqualitätskonsistenz über die gesamte Lebensdauer des Werkzeugs und letztendlich zu niedrigeren Gesamtkosten pro Quadratmeter gefräster Oberfläche. Bei Straßensanierungs- und Straßeninstandhaltungsarbeiten, bei denen der Werkzeugverbrauch eine der bedeutendsten variablen Betriebskosten darstellt, haben die Qualität und Spezifikation von Wolframcarbid-Fräswerkzeugen einen messbaren Einfluss auf die Projektrentabilität.
Die Anatomie eines Wolframcarbid-Fräsmeißels
Das Verständnis der Struktur eines Hartmetall-Straßenfräswerkzeugs hilft zu erklären, warum verschiedene Konstruktionen bei unterschiedlichen Fahrbahnbedingungen unterschiedlich funktionieren und warum die Anpassung der Werkzeugspezifikation an die Anwendung so wichtig ist, um optimale Leistung und Werkzeuglebensdauer zu erreichen.
Die Wolframkarbidspitze
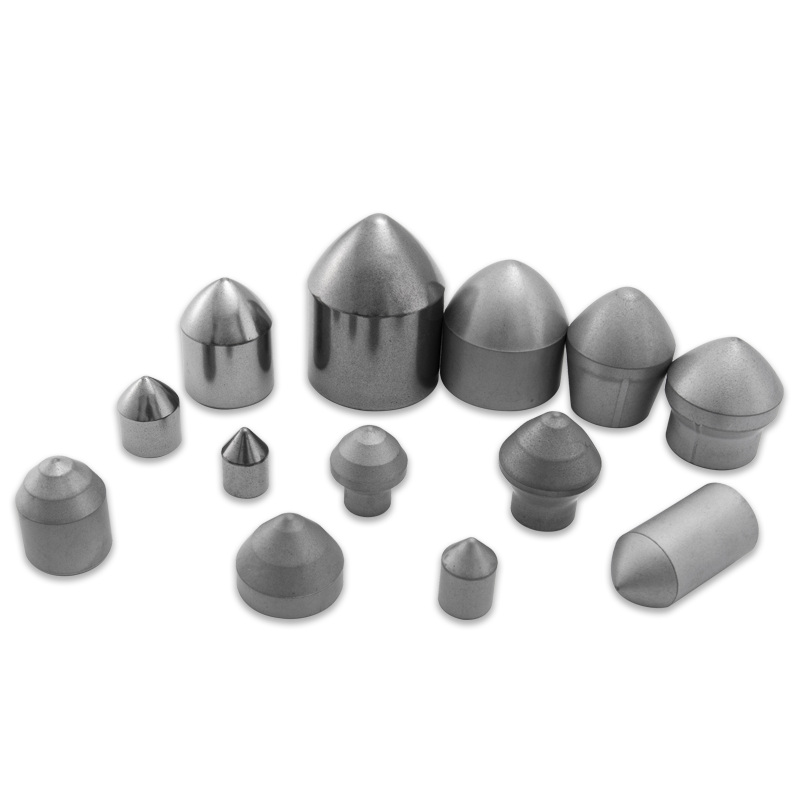
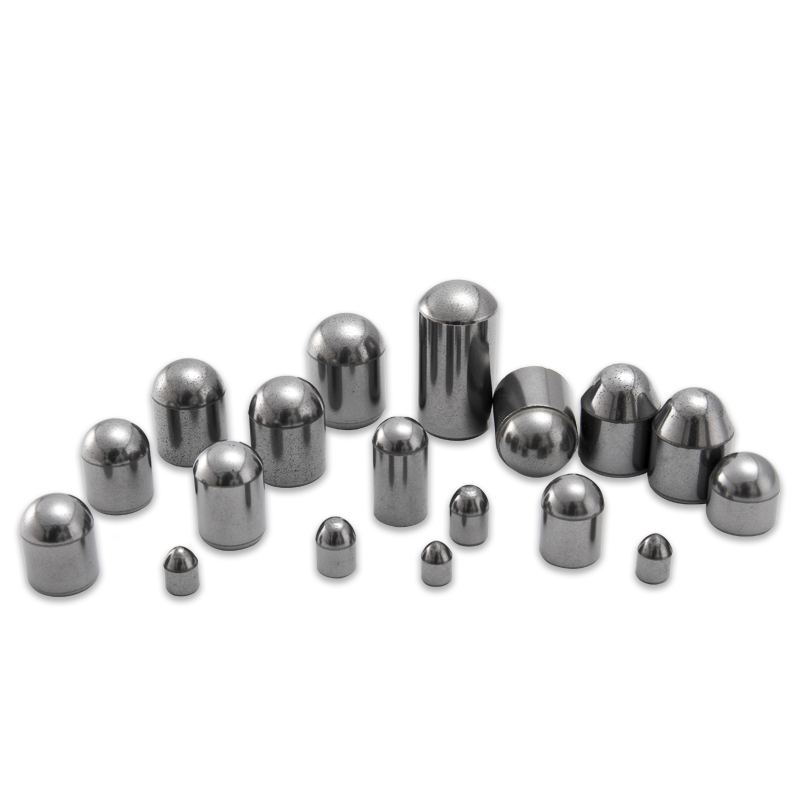
Die Hartmetallspitze ist die technisch wichtigste Komponente eines Straßenfräswerkzeugs. Es wird aus gesintertem Wolframkarbid hergestellt – einem Verbundwerkstoff, der durch Sintern von Wolframkarbidpulver mit einem metallischen Bindemittel, am häufigsten Kobalt, bei sehr hohen Temperaturen und Drücken hergestellt wird. Die Eigenschaften der fertigen Hartmetallspitze werden durch die Korngröße des Wolframkarbidpulvers, den Kobaltbindemittelgehalt und die Sinterbedingungen bestimmt. Feinkörnige Hartmetallsorten mit geringerem Kobaltgehalt (6–8 %) bieten maximale Härte und Verschleißfestigkeit und eignen sich daher für Anwendungen mit hohem Abrieb wie das Fräsen von Hartzuschlagstoffen oder Betondecken. Gröbere Kornsorten mit höherem Kobaltgehalt (10–12 %) opfern etwas Härte für eine verbesserte Zähigkeit und Schlagfestigkeit, wodurch sie besser für Fräsanwendungen mit Stoßbelastung geeignet sind, wie z. B. Arbeiten in stark rissigem oder unregelmäßigem Straßenbelag, bei dem das Werkzeug zeitweise starken Stößen ausgesetzt ist. Die Geometrie der Spitze – Kegelwinkel, Spitzenradius und Gesamtform – beeinflusst, wie effektiv sie in die Fahrbahn eindringt und wie die Schnittkräfte beim Fräsen über den Werkzeugkörper verteilt werden.
Der Werkzeugkörper und der Schaft
Der Werkzeugkörper aus Stahl überträgt die Schnittkräfte von der Hartmetallspitze auf den Werkzeughalter und die Trommelbaugruppe. Es wird in der Regel aus legiertem Stahl mit mittlerem Kohlenstoffgehalt hergestellt, der wärmebehandelt wird, um eine sorgfältig ausgewogene Kombination aus Oberflächenhärte – um abrasivem Verschleiß durch beim Schneiden am Körper vorbeifließendes Straßenmaterial zu widerstehen – und Kernzähigkeit zur Aufnahme von Stoßbelastungen ohne Bruch zu bieten. Der Schaftdurchmesser ist ein genormtes Maß, das zur Bohrung des Werkzeughalters passen muss, in den er eingesetzt wird. Der gebräuchlichste Schaftdurchmesser für Straßenfräswerkzeuge beträgt 22 mm, bei Hochleistungsmaschinen und bestimmten Trommelkonfigurationen werden jedoch Schäfte mit 25 mm und 30 mm verwendet. Bei erstklassigen Werkzeugkonstruktionen wird häufig ein verschleißschützender Aufpanzerungsring um die Basis der Hartmetallspitze angebracht, um den Stahlkörper in der Zone mit hohem Verschleiß direkt hinter der Spitze zu schützen. Dadurch wird die Lebensdauer des Körpers verlängert und die Häufigkeit verringert, mit der das gesamte Werkzeug ausgetauscht werden muss, selbst wenn die Hartmetallspitze noch gebrauchsfähig ist.
Das Werkzeughalter- und Blocksystem
Straßenfräswerkzeuge werden nicht direkt mit der Trommel verschweißt. Sie werden in Werkzeughalter – auch Blockhalter oder Basisblöcke genannt – eingesetzt, die in einem bestimmten Muster an die Trommeloberfläche geschweißt sind. Der Werkzeughalter erfüllt zwei entscheidende Funktionen: Er sorgt für die präzise Winkelpositionierung des Werkzeugs relativ zur Trommeloberfläche, die die Schnittgeometrie und den Materialfluss bestimmt, und ermöglicht einen schnellen Werkzeugwechsel vor Ort, ohne dass die Trommel selbst geschweißt oder bearbeitet werden muss. Die Werkzeug-Halter-Schnittstelle verwendet ein Federhaltesystem – typischerweise einen Sprengring oder eine Federklemme um den Werkzeugschaft –, das das Werkzeug während des Betriebs sicher hält und es gleichzeitig ermöglicht, es mit einem Durchschlag herauszuschlagen und bei Verschleiß in Sekundenschnelle auszutauschen. Der Halterkörper selbst ist ein Verschleißteil, das ebenfalls regelmäßig überwacht und ausgetauscht werden muss, da übermäßiger Halterverschleiß zu einer Fehlausrichtung des Werkzeugs führt, die Schäden an der Hartmetallspitze beschleunigt und die Fräsqualität verringert.
Wie Hartmetall-Fräswerkzeuge auf der Trommel angeordnet sind und warum das wichtig ist
Das Muster, in dem Straßenfräswerkzeuge aus Wolframkarbid Die auf der Trommel montierten Werkzeuge – ihr Abstand, ihre Winkelausrichtung und ihre Reihenkonfiguration – sind für die Fräsleistung ebenso wichtig wie die Werkzeuge selbst. Die Trommelkonfiguration ist so konzipiert, dass mehrere konkurrierende Anforderungen ausgeglichen werden: Schneideffizienz, Qualität der Oberflächentextur, Materialfluss durch das Trommelgehäuse, Vibrationseigenschaften und Verteilung der Schneidlast auf einzelne Werkzeuge.
Die Werkzeuge sind in spiralförmigen Reihen um den Trommelumfang herum angeordnet, wobei der Spiralwinkel und der Werkzeug-zu-Werkzeug-Abstand in jeder Reihe das in der gefrästen Oberfläche verbleibende Schnittmuster bestimmen. Ein kleinerer Werkzeugabstand – mehr Werkzeuge pro Trommelbreiteneinheit – erzeugt eine glattere Struktur der gefrästen Oberfläche mit kleineren Graten zwischen den einzelnen Werkzeugschnitten. Dies ist wichtig, wenn die gefräste Oberfläche als vorübergehende Lauffläche vor dem Neupflastern verwendet wird oder wenn die Gleichmäßigkeit der Oberfläche für die spätere Haftung der Pflasterschicht entscheidend ist. Ein größerer Werkzeugabstand erzeugt eine gröbere Textur, die einen aggressiveren Materialabtrag pro Werkzeug erzeugt und die pro Flächeneinheit erforderliche Leistung reduziert, was bei Tieffräsvorgängen von Vorteil sein kann, bei denen die Produktivität Vorrang vor der Oberflächengüte hat.
Die Winkelausrichtung jedes Werkzeughalters auf der Trommel – sowohl der radiale Winkel (wie weit sich das Werkzeug in Drehrichtung nach vorne neigt) als auch der seitliche Winkel (die seitliche Neigung der Werkzeugachse relativ zur Trommelachse) – steuert, wie die Hartmetallspitze in den Boden eingreift, wie die Schnittkräfte verteilt werden und wie das gefräste Material in das Fördersystem geleitet wird. Präzision bei der Trommelkonfigurationstechnik ist eines der Hauptunterscheidungsmerkmale zwischen Hochleistungsfräsmaschinen führender Hersteller und minderwertigen Alternativen, die zwar akzeptable Materialabtragsraten erzielen, aber eine schlechtere Oberflächentextur, höhere Werkzeugverschleißraten und stärkere Maschinenvibrationen erzeugen.
Arten von Straßenfräswerkzeugen aus Wolframkarbid und ihre spezifischen Anwendungen
Der Markt für Straßenfräswerkzeuge bietet mehrere unterschiedliche Werkzeugtypen, die für unterschiedliche Fahrbahnmaterialien, Frästiefen, Maschinengrößen und Leistungsprioritäten optimiert sind. Die Auswahl des richtigen Werkzeugtyps für die spezifische Anwendung ist eine der einflussreichsten Entscheidungen bei der Verwaltung der Fräswerkzeugkosten und der Produktivität.
| Werkzeugtyp | Geometrie der Hartmetallspitze | Beste Anwendung | Entscheidender Vorteil |
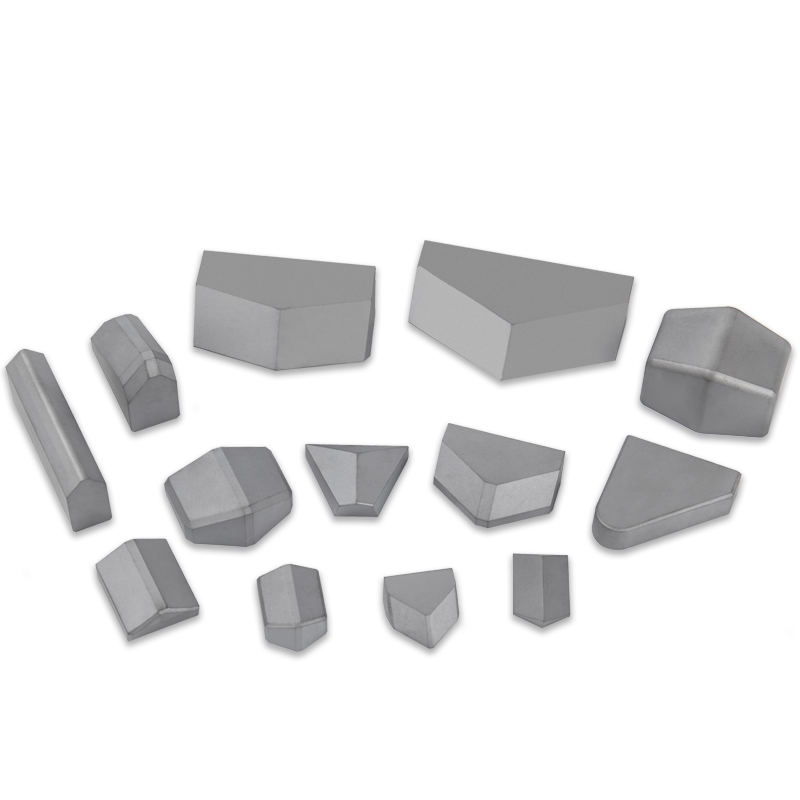
| Konischer Standardpickel | Spitzkegel, mittlerer Spitzenradius | Allgemeines Asphaltfräsen, Deckschichtentfernung | Vielseitig, kostengünstig, überall verfügbar |
| Ballistische Spitzenauswahl | Abgerundetes ballistisches Profil, größerer Spitzenradius | Harter Asphalt, abrasive Fahrbahnmaterialien | Hervorragende Verschleißfestigkeit unter stark abrasiven Bedingungen |
| Spitzhacke oder Meißel | Flaches oder leicht gebogenes Gesicht | Feinfräsen, Oberflächenprofilieren, Rüttelstreifenschneiden | Erzeugt eine glattere Oberflächenstruktur und eine präzise Tiefenkontrolle |
| Betonfräsmeißel | Extra dicke Spitze, verstärkter Körper | Entfernung einer Portlandzementbetondecke | Hohe Schlagzähigkeit für sprödes Bruchverhalten von Beton |
| Economy-/Standardklasse | Standardgeometrie, niedrigere Hartmetallsorte | Abriebfester Asphalt, kurze Projektlaufzeiten | Niedrigere Vorlaufkosten, wenn die Werkzeuglebensdauer nicht der Hauptfaktor ist |
| Premium-/Extended-Life-Qualität | Optimierte Geometrie, hochwertiges Hartmetall, verstärkter Körper | Hochleistungsfräsen, abrasiver oder variabler Belag | Maximale Werkzeugstandzeit, niedrigste Kosten pro Quadratmeter über das gesamte Projekt hinweg |
Faktoren, die bestimmen, wie lange Hartmetall-Fräser im Einsatz halten
Die Werkzeugstandzeit ist die Kennzahl, die die Betriebswirtschaftlichkeit eines Straßenfräsprojekts am direktesten bestimmt. Die Anzahl der Quadratmeter Straßenbelag, die pro Werkzeugsatz gefräst werden können, variiert enorm – von einigen tausend Quadratmetern unter den anspruchsvollsten Bedingungen bis hin zu Zehntausenden Quadratmetern unter günstigen Bedingungen – und das Verständnis der Variablen, die diese Schwankung bestimmen, hilft Bedienern und Projektmanagern, bessere Entscheidungen über Werkzeugauswahl, Maschineneinstellungen und Betriebspraktiken zu treffen.

Härte des Fahrbahnmaterials und Art der Zuschlagstoffe
Der einflussreichste Faktor für die Standzeit von Hartmetall-Fräswerkzeugen ist die Härte und Abrasivität des zu schneidenden Fahrbahnmaterials. Asphaltbeläge, die harte magmatische Zuschlagstoffe wie Quarzit, Granit oder Basalt enthalten, sind deutlich abrasiver als solche, die weichere Kalkstein- oder Sandsteinzuschlagstoffe verwenden, und die Werkzeugverschleißraten können unter den gleichen Mahlbedingungen zwei- bis viermal höher sein. Stahlbeton ist das anspruchsvollste Material – die Kombination aus hartem Zuschlagstoff, Zementleim und Stahlbewehrung führt zu extremem Verschleiß und Stoßbelastungen, die die Standzeit der Werkzeuge auf einen kleinen Bruchteil dessen beschränken, was in Asphalt erreichbar ist. Das Verständnis der Gesamtgeologie des zu fräsenden Belags vor Arbeitsbeginn ist ein wichtiger Beitrag für eine realistische Prognose des Werkzeugverbrauchs.
Frästiefe und Maschinenbetriebsparameter
Tiefere Frässchnitte erhöhen die Belastung pro Werkzeug, die an der Schnittschnittstelle erzeugte Wärme und die Materialmenge, die jedes Werkzeug pro Zeiteinheit verarbeiten muss, was den Verschleiß beschleunigt. Der Betrieb der Fräsmaschine mit Vorwärtsgeschwindigkeiten, die höher sind als für die Frästiefe und die Härte des Belags geeignet, erhöht die Spanlast auf jedem Werkzeug und kann zu einem Bruch der Hartmetallspitze anstelle eines allmählichen abrasiven Verschleißes führen – ein weitaus zerstörerischerer Fehlermodus. Auch die Rotationsgeschwindigkeit der Trommel spielt eine Rolle: Lässt man die Trommel schneller laufen, als es für das Material nötig ist, erhöht sich die Schlagfrequenz, ohne die Produktivität zu steigern, und die Temperatur der Spitze steigt, was die Hartmetallhärte verringert und den Verschleiß beschleunigt. Die Optimierung der Kombination aus Vorwärtsgeschwindigkeit, Frästiefe und Trommelrotationsgeschwindigkeit für das jeweilige Straßenbelagmaterial ist einer der wirksamsten Hebel zur Verlängerung der Werkzeuglebensdauer, ohne die Produktionsraten zu beeinträchtigen.
Leistung des Wassersprühsystems
Straßenfräsmaschinen sind mit einem Wassersprühsystem ausgestattet, das während des Betriebs Wasser auf die Walze und die Werkzeuge richtet. Dieses System erfüllt zwei wichtige Funktionen: die Kühlung der Hartmetallspitzen, um hitzebedingten Härteverlust und thermische Rissbildung zu verhindern, und die Unterdrückung der beim Fräsprozess entstehenden Staubwolke. Ein ordnungsgemäß funktionierendes Wassersprühsystem mit ausreichender Durchflussrate und korrekter Düsenpositionierung für jede Werkzeugreihe kann die Lebensdauer von Hartmetallwerkzeugen im Vergleich zum Betrieb ohne Wasser oder mit einem schlecht gewarteten Sprühsystem um 20–40 % verlängern. Verstopfte oder falsch ausgerichtete Sprühdüsen sind eine häufige und leicht zu übersehende Ursache für vorzeitigen Werkzeugverschleiß, und die Überprüfung des Sprühsystems zu Beginn jeder Schicht sollte ein Standardbestandteil der Maschineneinrichtung sein.
Werkzeugrotations- und Verschleißüberwachung
Fräsmeißel aus Wolframkarbid sind so konzipiert, dass sie sich während des Betriebs frei in ihren Haltern drehen und den Verschleiß gleichmäßig über den Umfang der Hartmetallspitze verteilen. Ein Werkzeug, das sich nicht drehen kann – weil seine Halterbohrung verschlissen, mit Fremdkörpern verunreinigt oder der Werkzeugschaft korrodiert ist – verschleißt asymmetrisch und bildet auf einer Seite der Spitze eine Abflachung, die seine Schneidleistung und Lebensdauer drastisch reduziert. Die regelmäßige Inspektion der Werkzeugdrehung während des Betriebs, die Schmierung der Werkzeugschäfte beim Austausch und der Austausch abgenutzter Halter, bevor sie zu einer Behinderung der Werkzeugdrehung führen, sind wesentliche Maßnahmen zur Maximierung der Kapitalrendite in Premium-Hartmetall-Werkzeugsorten.
So prüfen, ersetzen und verwalten Sie Hartmetall-Fräswerkzeuge bei der Arbeit
Für ein effektives Werkzeugmanagement vor Ort ist ein systematischer Ansatz zur Inspektion, Austauschplanung und Protokollierung erforderlich, der über den einfachen Austausch von Werkzeugen bei sichtbarem Ausfall hinausgeht. Ein proaktives Werkzeugverwaltungsprogramm reduziert ungeplante Ausfallzeiten, verbessert die Konsistenz der Oberflächenqualität und senkt die Gesamtwerkzeugkosten pro Projekt, indem Verschleißmuster frühzeitig erkannt und ihre Grundursachen behoben werden, bevor sie eskalieren.
- Legen Sie einen regelmäßigen Inspektionsintervall fest: Überprüfen Sie die volle Trommel in einem definierten Intervall – typischerweise alle 2–4 Betriebsstunden je nach Bedingungen – anstatt darauf zu warten, dass sichtbare Probleme auftreten. Werkzeugverschleiß im Frühstadium ist viel einfacher und kostengünstiger zu bewältigen als ein katastrophaler Werkzeugausfall, der Halter und Trommelkomponenten beschädigt. Verwenden Sie eine Taschenlampe und einen Spiegel, um die Unterseite der Trommel zu inspizieren, während diese stillsteht und die Maschine sicher abgeschaltet und verriegelt ist.
- Ersetzen Sie Werkzeuge in Gruppen statt einzeln: Wenn mehrere Werkzeuge in einer Reihe oder einem Abschnitt erheblichen Verschleiß aufweisen, ersetzen Sie die gesamte Gruppe und nicht nur die am stärksten abgenutzten Einzelwerkzeuge. Werkzeugsätze mit unterschiedlichem Verschleiß führen zu einer ungleichmäßigen Lastverteilung auf der Trommel, wodurch die neueren Werkzeuge neben den stark abgenutzten Werkzeugen überlastet werden und deren Verschleiß beschleunigt wird. Der Austausch von Werkzeugen in systematischen Gruppen sorgt für ein gleichmäßiges Verschleißprofil auf der gesamten Trommel.
- Überprüfen Sie die Halter bei jedem Werkzeugwechsel: Messen Sie den Bohrungsdurchmesser des Halters mit einer Lehre oder überprüfen Sie ihn auf sichtbare ovale Abnutzung, Risse oder Verfärbungen durch Hitze, wenn Sie ein Werkzeug entfernen. Eine Halterbohrung mit verschlissenem Übermaß – typischerweise mehr als 0,5 mm über dem Nennbohrungsdurchmesser – hält den neuen Werkzeugschaft nicht richtig, was die Drehung des Werkzeugs verhindert und zu vorzeitigem Verschleiß des Ersatzwerkzeugs führt. Ersetzen Sie abgenutzte Halter sofort, anstatt sie erneut zu verwenden.
- Erfassen Sie den Werkzeugverbrauch nach Trommelposition: Wenn Sie verfolgen, welche Positionen auf der Trommel die Werkzeuge am schnellsten verbrauchen, werden systematische Verschleißmuster sichtbar, die auf bestimmte Betriebsprobleme hinweisen – unzureichende Wassersprühabdeckung in bestimmten Reihen, Fehlausrichtung der Halter in einem Trommelabschnitt oder Straßenbedingungen, die in bestimmten Bereichen des Schnitts besonders aggressiv sind. Diese Daten sind für die Diagnose und Behebung grundlegender Verschleißprobleme von unschätzbarem Wert und nicht nur für den reaktiven Austausch von Werkzeugen.
- Verwenden Sie die richtigen Werkzeuge zum Entfernen und Installieren von Werkzeugen: Durch die Verwendung improvisierter oder falscher Durchschläge und Installationswerkzeuge zum Entfernen und Einsetzen von Fräsmeißeln werden Werkzeugschäfte, Halterbohrungen und Haltefederklammern beschädigt, was zu Passungsproblemen führt, die sowohl die Haltesicherheit des Werkzeugs als auch die Rotationsleistung beeinträchtigen. Benutzen Sie immer die vom Hersteller angegebenen Extraktions- und Installationswerkzeuge und schulen Sie das gesamte Außendienstpersonal in der korrekten Vorgehensweise, bevor Sie ihm erlauben, Trommelwartungen durchzuführen.
- Ersatzwerkzeuge und Halter richtig aufbewahren: Wolframkarbid ist spröde und kann abplatzen oder reißen, wenn Werkzeuge lose in einen Metalllagerbehälter geworfen werden, wo sie beim Transport zusammenstoßen. Bewahren Sie Ersatzwerkzeuge in geteilten Tabletts oder rohrförmigen Haltern auf, die den Kontakt zwischen einzelnen Hartmetallspitzen verhindern. Halten Sie die Lagerung trocken, um Schaftkorrosion zu vermeiden, die die Rotation beeinträchtigt und die künftige Werkzeugentnahme erschwert.
OEM- und Aftermarket-Hartmetall-Fräswerkzeuge: So bewerten Sie den tatsächlichen Kostenunterschied
Eine der häufigsten Kaufentscheidungen, mit denen Straßenfräsunternehmen konfrontiert sind, ist die Frage, ob sie Wolframcarbid-Fräswerkzeuge des Originalherstellers (OEM) oder Aftermarket-Alternativen von Drittanbietern verwenden sollen. Der Preisunterschied zwischen OEM- und Aftermarket-Hartmetall-Straßenfräsmeißeln kann erheblich sein – Aftermarket-Werkzeuge sind oft 30–60 % günstiger pro Einheit als OEM-Äquivalente – aber der relevante Vergleich ist nicht der Stückpreis, sondern die Kosten pro Quadratmeter gefräster Fahrbahn, die von der Werkzeuglebensdauer, der Ausfallrate und etwaigen nachgelagerten Kosten aufgrund von Halterschäden oder Problemen mit der Oberflächenqualität abhängen.
Erstklassige OEM-Hartmetallfräswerkzeuge von Herstellern wie Wirtgen, Kennametal, Element Six und Betek werden speziell für die Trommelkonfigurationen und Betriebsbedingungen der Maschinen entwickelt und getestet, mit denen sie geliefert werden. Sie verwenden genau spezifizierte Hartmetallsorten, optimierte Spitzengeometrien und eine kontrollierte Wärmebehandlung des Werkzeugkörpers, die validiert sind, um definierte Standzeitziele unter bestimmten Bedingungen zu erreichen. Die Toleranzen der Hartmetallsorte und der Spitzengeometrie unterliegen bei Premium-OEM-Werkzeugen strengeren Spezifikationen als bei vielen kostengünstigeren Aftermarket-Alternativen. Diese Konsistenz spiegelt sich in einer vorhersehbareren Werkzeuglebensdauer und geringeren Ausfallraten im Betrieb wider.
Seriöse Aftermarket-Hartmetall-Fräswerkzeuglieferanten, die in metallurgische Qualitätskontrolle investieren, gleichwertige Hartmetallsorten verwenden und mit Maßtoleranzen fertigen, die mit den Targethaltersystemen kompatibel sind, können einen echten Mehrwert bieten. Das Risiko liegt in minderwertigen Aftermarket-Werkzeugen, die minderwertige Hartmetallsorten mit gröberer Kornstruktur und inkonsistentem Kobaltgehalt verwenden, in schlecht kontrolliertem Löten der Spitze am Körper, was zu vorzeitigem Spitzenverlust führt, oder in Maßtoleranzen, die zu einem schlechten Sitz im Halter und einer eingeschränkten Werkzeugrotation führen. Die Bewertung von Aftermarket-Werkzeugen erfordert die Durchführung kontrollierter Feldversuche, bei denen die Gesamtkosten pro Quadratmeter verglichen werden – unter Berücksichtigung der Werkzeugverbrauchsrate, des Halterverschleißes und etwaiger Qualitätsprobleme – und nicht nur der Kaufpreis pro Werkzeug. Ein Werkzeug, das 40 % weniger kostet, aber doppelt so schnell verschleißt, bringt keine Kosteneinsparungen und kann durch erhöhten Halterverschleiß und Trommelausfallzeiten zusätzliche Kosten verursachen.
Passende Hartmetall-Werkzeugspezifikationen für gängige Straßenfräsanwendungen
Unterschiedliche Straßenfräsanwendungen stellen grundlegend unterschiedliche Anforderungen an Hartmetall-Fräswerkzeuge, und die Verwendung eines Allzweckwerkzeugs für alle Anwendungen ist selten der kostengünstigste Ansatz. Die Anpassung der Werkzeugspezifikation an den Anwendungstyp ist eine einfache Möglichkeit, die Werkzeugwirtschaftlichkeit zu verbessern, ohne das Einkaufsvolumen zu ändern oder bessere Preise auszuhandeln.
- Entfernen der Deckschicht (0–40 mm Tiefe) auf städtischen Straßen: Dabei handelt es sich um die volumenstärkste Anwendung für Straßenfräsunternehmen, bei der Standardasphalt relativ flach bei moderaten Maschinengeschwindigkeiten geschnitten wird. Konische Standard-Hartmetallmeißel aus mittelhartem Hartmetall sind die geeignete Wahl. Die Priorität liegt auf einer konstanten Werkzeugstandzeit und Oberflächenqualität, nicht auf extremer Verschleißfestigkeit, und Standardsorten liefern unter diesen vorhersehbaren Bedingungen in der Regel die besten Kosten pro Quadratmeter.
- Tieffräsen und Rückgewinnung in voller Tiefe (40–300 mm): Beim Tieffräsen sind die Werkzeuge wesentlich höheren Belastungen und Temperaturen ausgesetzt als beim Oberflächenfräsen, und die in der Tiefe erzeugten größeren gemahlenen Materialbrocken führen zu einer stärkeren Stoßbelastung der einzelnen Werkzeuge. Hochwertige Hartmetallmeißel mit verstärktem Körper und höherem Kobaltgehalt für verbesserte Schlagzähigkeit sind hier die bessere Wahl, auch wenn die Stückkosten höher sind, da die verbesserte Zähigkeit bei starker Schlagbelastung Spitzenbrüche verhindert, die Standardwerkzeuge bei Tieffräsanwendungen unwirtschaftlich machen.
- Fräsen von Autobahnen und Flugplätzen mit Hartzuschlagstoffen: Auf stark befahrenen Straßenbelägen werden häufig Quarzit- oder Granitzuschlagstoffe verwendet, die an den Hartmetall-Werkzeugspitzen zu starkem Abrieb führen. Hartmetallmeißel mit ballistischer Spitze und feinkörnigen Hartmetallsorten mit niedrigem Kobaltgehalt, die speziell für maximale Verschleißfestigkeit unter Bedingungen mit hohem Abrieb entwickelt wurden, übertreffen in diesen Anwendungen durchgängig Standardmeißel und liefern trotz höherer Stückkosten deutlich mehr Quadratmeter pro Werkzeug.
- Fräsen und Vertikutieren von Betondecken: Das Fräsen von Portlandzementbeton ist die anspruchsvollste Anwendung für Straßenfräswerkzeuge aus Hartmetall. Die extreme Härte von Betonzuschlagstoffen in Kombination mit dem spröden Bruchverhalten von Beton, das große, unregelmäßige Materialbrocken und hohe Stoßbelastungen auf die Werkzeuge erzeugt, erfordert spezielle Betonfräsmeißel mit besonders dicken Hartmetallspitzen, verstärkten Stahlkörpern und Hartmetallsorten, die auf Zähigkeit gegenüber reiner Härte optimiert sind. Die Verwendung von Asphaltfräsmeißeln in Beton ist eine falsche Wirtschaftlichkeit – die Ausfallrate und der Werkzeugverbrauch werden den Kostenunterschied zwischen Allzweck- und Betonwerkzeugen bei weitem übersteigen.
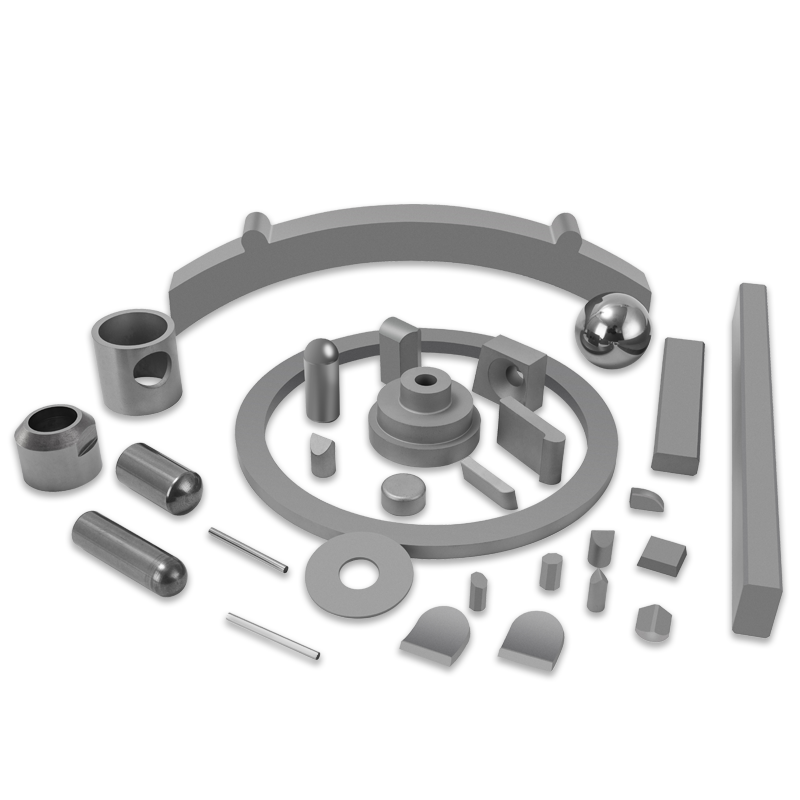
Unsere Produkte //
Verwandte Produkte


Wenn Sie an unseren Produkten interessiert sind, wenden Sie sich bitte an uns
