
DE
Hartmetalleinsätze für Tunnelbohrmaschinen: Was sie sind und warum sie wichtig sind
Branchennachrichten-Die Rolle von Wolframkarbideinsätzen beim Tunnelbohren
Wolframcarbid-Einsätze für Tunnelbohrmaschinen sind die primären Schneidelemente, die für das Aufbrechen, Schaben und Zerkleinern von Gesteins- und Bodenformationen an der Tunnelwand verantwortlich sind. Jeder Tunnelvortriebsmeter unter harten oder gemischten Bodenbedingungen hängt von der Fähigkeit dieser Einsätze ab, ihre Schneidgeometrie beizubehalten, abrasivem Verschleiß zu widerstehen und die enormen Stoß- und Druckkräfte zu absorbieren, die entstehen, wenn ein rotierender Bohrkopf in der Tiefe auf Gestein trifft. Ohne ordnungsgemäß spezifizierte und gewartete Hartmetalleinsätze sinken die Eindringraten stark, der Fräserverbrauch steigt und die Wirtschaftlichkeit des gesamten Tunnelbauprojekts verschlechtert sich rapide.
Bei den Einsätzen selbst handelt es sich um kompakte Komponenten, deren kritische Abmessungen typischerweise zwischen wenigen Millimetern und mehreren Zentimetern liegen, die jedoch mit einem außergewöhnlich hohen Maß an Präzision hergestellt werden. Die Wolframkarbidsorte, der Bindemittelgehalt, die Korngröße, die Wendeschneidplattengeometrie sowie das Löt- oder Presspassungssystem sind alles Variabeln, die der Wendeschneidplattenhersteller für die spezifische Schneidanwendung optimiert. Eine Hartmetall-Wendeplattenspezifikation, die in Kalkstein gut funktioniert, wird in Granit oder Quarzit vorzeitig verschleißen oder brechen und umgekehrt. Zu verstehen, warum dies so ist – und wie man die richtige Wahl der Spezifikation trifft – ist das praktische Wissen, das eine effektive Beschaffung von TBM-Werkzeugen von teuren Versuchen und Irrtümern vor Ort trennt.
Was Wolframcarbid ist und warum es in TBM-Schneidwerkzeugen verwendet wird
Wolframcarbid (WC) ist eine chemische Verbindung aus Wolfram und Kohlenstoff, die in ihrer reinen Sinterform eines der härtesten verfügbaren technischen Materialien ist – nach Diamant und kubischem Bornitrid das zweitgrößte kommerziell einsetzbare Schneidwerkzeugmaterial. In den Hartmetallprodukten, die für TBM-Einsätze verwendet werden, werden Wolframkarbidkörner durch einen pulvermetallurgischen Prozess, der Pressen und Flüssigphasensintern bei Temperaturen über 1300 °C umfasst, mit einem metallischen Bindemittel – fast überall Kobalt (Co) – zusammengebunden, obwohl Nickel und Nickel-Chrom-Bindemittel in bestimmten korrosionsbeständigen Qualitäten verwendet werden.
Das Ergebnis ist ein Verbundwerkstoff, bei dem harte WC-Körner für extreme Härte und Verschleißfestigkeit sorgen, während die Kobalt-Bindermatrix für Zähigkeit und Bruchfestigkeit bei Stößen sorgt. Die entscheidende Erkenntnis ist, dass Härte und Zähigkeit in Hartmetall unter Spannung stehen – eine Erhöhung des einen geht im Allgemeinen auf Kosten des anderen. Sorten mit niedrigem Kobaltgehalt und feiner Korngröße sind härter und verschleißfester, aber spröder; Sorten mit höherem Kobaltgehalt und gröberer Korngröße sind zäher und schlagfester, verschleißen jedoch unter abrasiven Bedingungen schneller. Die Auswahl der richtigen Sorte für einen TBM-Hartmetalleinsatz bedeutet, die optimale Position in diesem Härte-Zähigkeits-Kompromiss für den spezifischen Gesteinstyp, die Abrasivität der Formation und den beteiligten Schneidmechanismus zu finden.
Insbesondere bei TBM-Anwendungen übertrifft Hartmetall alle praktischen Alternativen. Den Stahlspitzen fehlt die Härte, um abrasivem Gesteinsverschleiß bei akzeptablen Eindringraten standzuhalten. Keramik bietet eine konkurrenzfähige Härte, aber eine unzureichende Bruchzähigkeit, um der Stoßbelastung an der Tunnelbrust standzuhalten. Diamantbestückte Werkzeuge werden in bestimmten hochwertigen Anwendungen eingesetzt, sind jedoch für die Menge an Schneidelementen, die für einen vollständigen TBM-Schneidkopf erforderlich ist, unpraktisch. Die Kombination aus Härte, Zähigkeit, thermischer Stabilität und Herstellbarkeit im industriellen Maßstab macht Hartmetall zur Standardlösung für Hartgesteins- und gemischtgemahlene TBM-Schneideinsätze in der globalen Tunnelbauindustrie.
Arten von TBM-Hartmetalleinsätzen und ihre Funktionen
Nicht alle Wolframkarbideinsätze an einem TBM-Bohrkopf erfüllen die gleiche Funktion. Der Bohrkopf ist eine komplexe Baugruppe aus verschiedenen Werkzeugtypen, die jeweils so positioniert sind, dass sie eine bestimmte Aufgabe beim Gesteinsbruch und Materialabtrag erfüllen. Das Verständnis der Unterschiede zwischen diesen Wendeschneidplattentypen ist von grundlegender Bedeutung für die Festlegung der richtigen Hartmetallsorte und Geometrie für jede Position.
Scheibenschneidereinsätze
Scheibenschneider sind die primären Schneidwerkzeuge auf Hartgesteins-TBMs. Ein Scheibenschneider besteht aus einem Stahlring – der Scheibe –, der auf einer Nabenbaugruppe montiert ist, die es ihm ermöglicht, sich frei zu drehen, wenn sich der Schneidkopf dreht. Die Scheibenkante berührt die Felswand und erzeugt Zugbrüche durch einen rollenden Einkerbungsmechanismus statt durch direktes Schneiden. Wolframcarbid-Einsätze in Scheibenschneideranwendungen werden typischerweise in die Scheibenringkante eingebettet oder als Kontaktkantenmaterial in Verbundscheibenkonstruktionen verwendet. Diese Einsätze müssen hohen Druckspannungen am Gesteinskontaktpunkt, Ermüdungsbelastungen durch wiederholte Aufprallzyklen und abrasivem Verschleiß durch harte Mineralien – insbesondere Quarz – in der Gesteinsmatrix standhalten. Sorten mit mittlerem Kobaltgehalt (8–12 % Co) und feiner bis mittlerer Korngröße werden üblicherweise für Schneidplatteneinsätze in Hartgesteinsanwendungen spezifiziert.
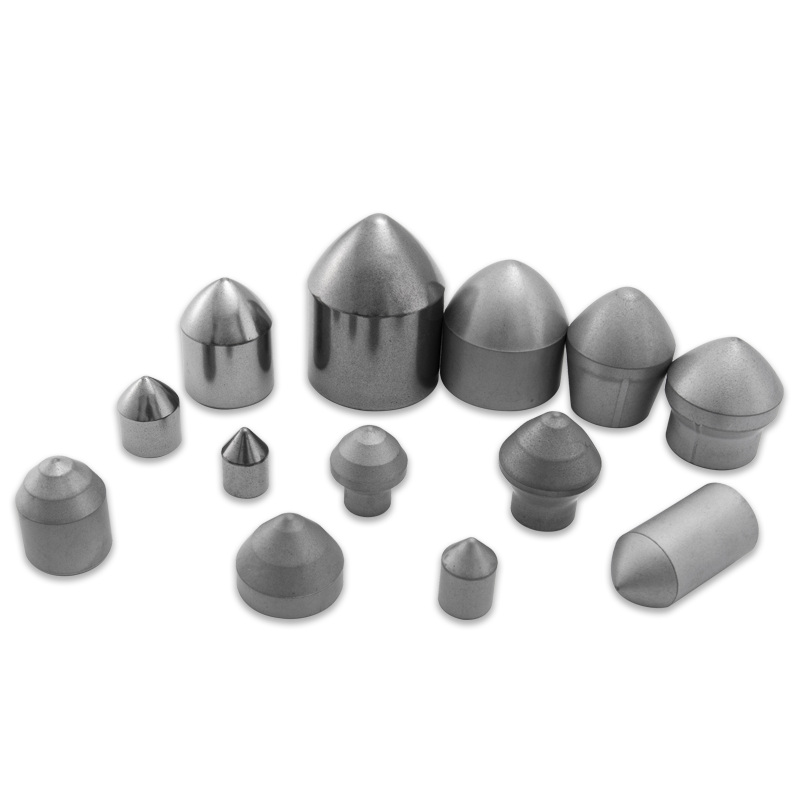
Knopf- und Bolzeneinsätze für Ziehwerkzeuge
Bei weichem bis mittelhartem Boden und gemischten Geländebedingungen verwenden TBMs Schleppwerkzeuge – Pickel, Schaber und Messschneider –, die mit Wolframkarbid-Knopf- oder Bolzeneinsätzen ausgestattet sind, die die Formation schaben oder scheren. Knopfeinsätze sind halbkugelförmige oder ballistische Hartmetallprofile, die in den Werkzeugkörper aus Stahl eingepresst sind. Bolzeneinsätze sind zylindrische Schäfte mit gehärteter Spitze, die ebenfalls in vorbereitete Sitze eingepresst oder eingelötet werden. Diese Einsätze unterliegen geringeren Druckbelastungen als Scheibenschneidereinsätze, sind jedoch höheren seitlichen Scherkräften und variableren Auswirkungen durch gemischte Gesteins-Boden-Kontakte ausgesetzt. Sorten mit höherem Kobaltgehalt (12–16 % Co) und gröberer Korngröße bieten die nötige Zähigkeit, um unter diesen Belastungsbedingungen einem Bruch standzuhalten, auf Kosten einer gewissen Abriebfestigkeit im Vergleich zu härteren Sorten mit niedrigem Kobaltgehalt.
Lehren- und Lehrenschneidereinsätze
Am Außenumfang des TBM-Bohrkopfs sind Messgeräte positioniert, die das Tunnelprofil auf den erforderlichen Durchmesser schneiden. Sie erfahren eine Kombination aus höchsten Schnittgeschwindigkeiten – da sie die größte Umfangsstrecke pro Umdrehung zurücklegen – und erheblicher Stoßbelastung durch Profilunregelmäßigkeiten und gemischte Bodenbedingungen an der Tunnelgrenze. Fräseinsätze mit Kalibriermesser unterliegen den härtesten Verschleißbedingungen am Schneidkopf, weshalb sie häufig in härteren Qualitäten oder mit größeren Einsatzabmessungen spezifiziert werden, die mehr Hartmetallvolumen bieten, um dem Verschleiß standzuhalten, bevor der Einsatz ausgetauscht werden muss.
Schaufelrad- und Speichenspitzeneinsätze
Bei EPB- (Earth Pressure Balance) und Schlamm-TBMs, die in weichem Untergrund oder in gemischten Geländebedingungen eingesetzt werden, sind die Bohrkopfspeichen und die Schaufelradöffnungen mit hartmetallbestückten Verschleißelementen ausgestattet, die die Stahlkonstruktion vor abrasivem Verschleiß schützen, wenn gelöstes Material in die Maschine geschaufelt wird. Diese Verschleißschutzeinsätze werden im Allgemeinen in hochfesten Sorten spezifiziert, die dem Aufprall von Gesteinsfragmenten und harten Einschlüssen im Schlammstrom standhalten, wobei die strukturelle Integrität Vorrang vor der Schärfe der Schneidkante hat.
Auswahl der Hartmetallsorte nach Gesteinsart und Abrasivität
Die geologischen Bedingungen an der Tunnelwand sind der Hauptfaktor für die Auswahl der Hartmetalleinsatzsorte. Die Gesteinsabrasivität – quantifiziert durch standardisierte Tests wie den Cerchar Abrasivity Index (CAI) und den LCPC-Abrasimetertest – sagt direkt die Abnutzungsrate von Hartmetalleinsätzen und die Wahrscheinlichkeit eines katastrophalen Bruchs unter Stoßbelastung voraus. Die Anpassung der Einsatzsorte an die Abrasivität des Gesteins ist die wichtigste Einzelentscheidung bei der Spezifikation von TBM-Hartmetalleinsätzen.
| Gesteinstyp | Typischer CAI-Bereich | Empfohlener Co-Inhalt | Korngröße | Primärer Verschleißmechanismus |
| Kalkstein / Marmor | 0,1–0,5 | 10–14 % | Mittel | Geringer Abrieb; Einwirkung von Bruchflächen |
| Sandstein | 0,5–2,5 | 8–12 % | Fein bis mittel | Mäßiger Abrieb durch Quarzkörner |
| Granit | 2,0–4,5 | 6–10 % | Gut | Hoher Abrieb; Ermüdungsrisse |
| Quarzit | 3,5–6,0 | 6–9 % | Ultrafein bis fein | Starker Abrieb; Mikrochips |
| Basalt / Dolerit | 1,5–3,5 | 8–12 % | Fein bis mittel | Abrieb und Stoß durch harte Einschlüsse |
| Gemischte Fläche/Gletscherboden | Variable | 12–16 % | Mittel to coarse | Aufprallbruch durch Kopfsteinpflaster; variabler Abrieb |
Der CAI-Schwellenwert von etwa 2,0 ist ein praktischer Entscheidungspunkt bei der Auswahl der Hartmetallsorte. Unterhalb dieses Wertes bieten Sorten mit höherem Kobaltgehalt und mittlerer Korngröße ein gutes Gleichgewicht zwischen Zähigkeit und Verschleißfestigkeit. Oberhalb von CAI 2,0 wird die abrasive Verschleißrate von Sorten mit höherem Kobaltgehalt unwirtschaftlich, und die Spezifikation sollte sich in Richtung Sorten mit niedrigerem Kobaltgehalt und feinerem Korn verschieben, die die Härte auf Kosten einer gewissen Zähigkeit beibehalten. In Formationen über CAI 4,0 – extremer Quarzit und einige abrasive Konglomerate – verschleißen selbst hochwertige feinkörnige Sorten mit niedrigem Kobaltgehalt schnell, und die Häufigkeit des Austauschs der Einsätze wird eher zu einem Projektplanungsfaktor als zu vermeidbaren Kosten.
Wendeplattengeometrie und ihre Auswirkung auf die Schnittleistung
Die Geometrie eines TBM-Einsatzes aus Wolframcarbid – seine Profilform, sein Spitzenwinkel und seine Dimensionsproportionen – bestimmt, wie er in die Felswand eingreift, wie er die Spannung innerhalb des Hartmetallkörpers verteilt und wie sich seine Leistung bei Abnutzung des Einsatzes entwickelt. Die Optimierung der Geometrie ist ebenso wichtig wie die Auswahl der Sorte, um die Lebensdauer der Wendeschneidplatte und die Schneideffizienz zu maximieren.
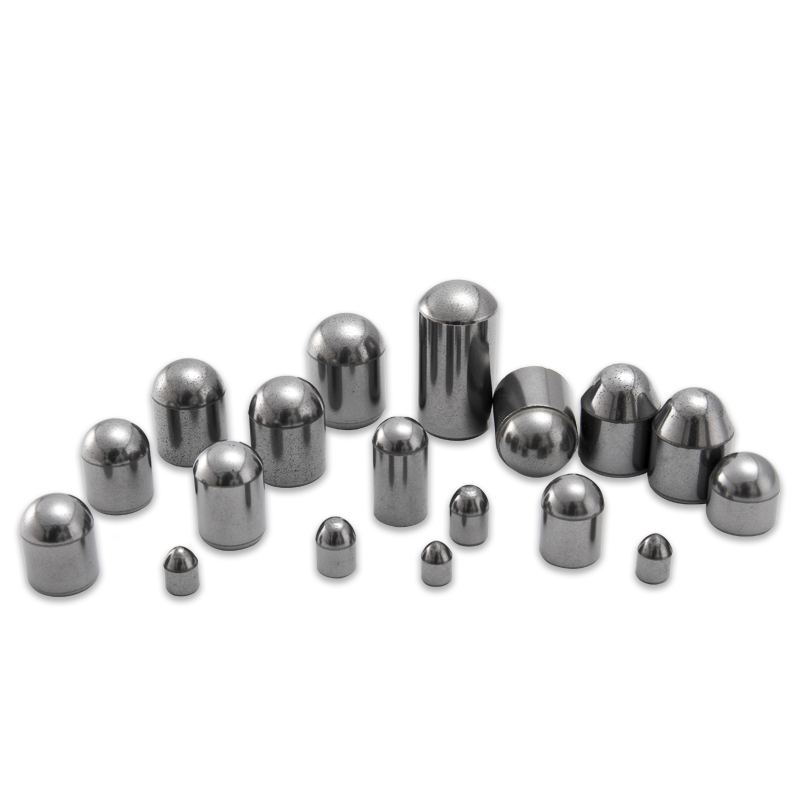
Halbkugelförmige Knopfeinsätze
Das halbkugelförmige Profil ist die gebräuchlichste Geometrie für Schleppwerkzeug-Einsätze in weichen bis mittelharten Böden. Die abgerundete Spitze verteilt die Kontaktspannung gleichmäßig über eine große Oberfläche und reduziert so Spitzenspannungskonzentrationen, die bei einem schärferen Profil zum Bruch führen würden. Wenn sich die Halbkugel abnutzt, entwickelt sich ihre Geometrie allmählich weiter – eine teilweise abgenutzte Halbkugel ist immer noch ein funktionsfähiges Schneidprofil, was bedeutet, dass der Einsatz über einen erheblichen Teil seines Volumens weiterhin seine Leistung erbringt, bevor ein Austausch erforderlich ist. Die Haupteinschränkung des halbkugelförmigen Profils in Hartgestein besteht darin, dass im Vergleich zu schärferen Profilen höhere Eindringkräfte erforderlich sind, um die gleiche Eindringtiefe zu erreichen, was die Schneideffizienz in Formationen verringert, in denen die Eindringkraft der begrenzende Faktor ist.
Ballistische und konische Profile
Ballistische Einsätze haben ein spitzbogiges Spitzenprofil – an der Spitze abgerundet, aber in einem steileren Winkel als bei einer Halbkugel in einen zylindrischeren Körper übergehend. Diese Geometrie konzentriert die Kontaktspannung effektiver als eine Halbkugel und verbessert das Eindringen in härteres Gestein bei gleicher Krafteinwirkung. Sie ist jedoch anfälliger für Brüche, wenn sie seitlich aufprallt oder in Formationen mit harten Einschlüssen verwendet wird. Konische Einsätze mit einem definierten Spitzenwinkel erhöhen den Vorteil der Eindringeffizienz noch weiter, sind aber von den Standardprofilen am anfälligsten für Brüche. Konische und ballistische TBM-Hartmetalleinsätze werden typischerweise für Formationen spezifiziert, bei denen die Schneideffizienz im Vordergrund steht und die Stoßbelastung vorhersehbar und beherrschbar ist.
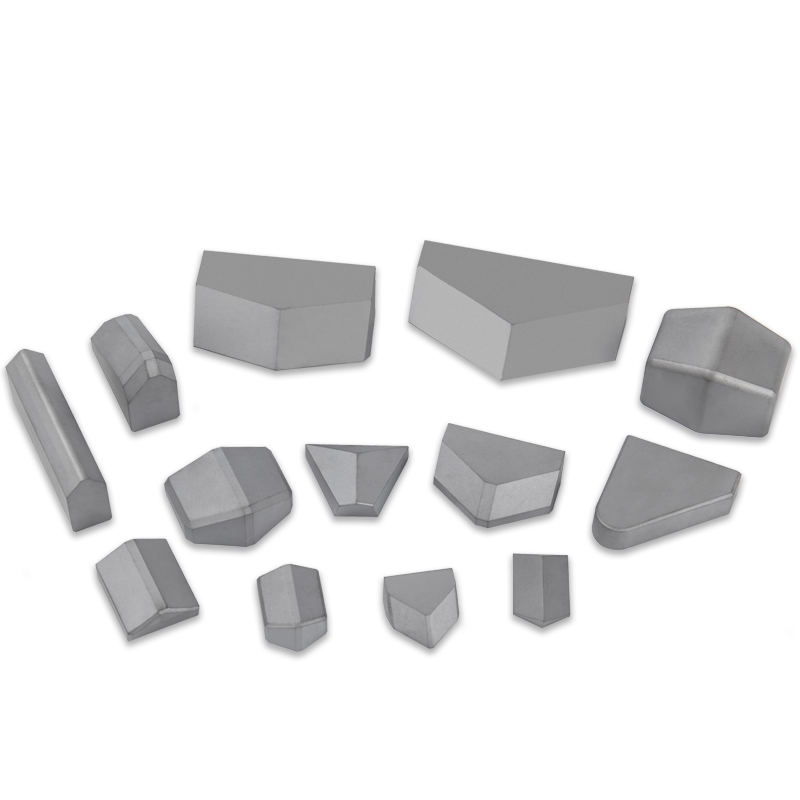
Meißel- und Keilprofile
Meißelprofil-Wendeschneidplatten bieten eine lineare Schneidkante und keinen Punktkontakt mit der Felswand. Diese Geometrie eignet sich zum Scheren und Schaben weicher bis mittlerer Formationen und wird üblicherweise an Positionen von Kalibrier- und Profilschneidern verwendet, bei denen eine definierte Schnittgeometrie erforderlich ist. Unter abrasiven Bedingungen nutzt sich die Meißelkante schnell ab, wodurch der Schneidmechanismus vom Scheren zum Pflügen übergeht – eine deutliche Leistungsänderung, die die erforderliche Schneidkraft erhöht und mehr Wärme an der Einsatzfläche erzeugt. Die Überwachung des Meißeleinsatzverschleißes und der Austausch bei oder vor der flachen Verschleißschwelle ist daher zeitkritischer als bei Knopfeinsatzgeometrien.

Verschleißmechanismen und wie man sie erkennt
Die Identifizierung des spezifischen Verschleißmechanismus, der sich auf TBM-Hartmetalleinsätze vor Ort auswirkt, ist der Ausgangspunkt für die Diagnose, ob die aktuelle Einsatzspezifikation für die Bodenbedingungen geeignet ist und ob Eingriffe – Änderung der Sorte, Änderung der Geometrie, Anpassung der Betriebsparameter – wahrscheinlich die Leistung verbessern. Die Hauptverschleißarten unterscheiden sich in ihrem Erscheinungsbild und haben unterschiedliche Ursachen.
- Abrasiver Verschleiß (Flachverschleiß): Fortschreitender Abtrag von Karbidmaterial von der Oberfläche der Wendeschneidplattenspitze durch harte Mineralkörner im Gestein, wodurch eine glatte, flache oder facettierte, abgenutzte Oberfläche entsteht. Dies ist der erwartete Verschleißmodus in abrasiven Formationen und weist darauf hin, dass der Einsatz Karbidvolumen in einem Ausmaß verbraucht, das von der Abrasivität des Gesteins und der Härte der Karbidsorte abhängt. Wenn die flache Verschleißrate höher ist als erwartet, erwägen Sie den Wechsel zu einer Sorte mit niedrigerem Kobaltgehalt und feinerem Korn – stellen Sie jedoch sicher, dass die Zähigkeit für die vorhandenen Schlagbedingungen ausreichend bleibt.
- Absplitterungen und Mikrobrüche: Kleinflächiger Bruch der Hartmetallspitze, sichtbar als unregelmäßige Kantenbrüche oder narbige Oberflächenstruktur. Absplitterungen weisen typischerweise darauf hin, dass die aktuelle Sorte zu hart und spröde für die vorhandenen Schlagbedingungen ist – das Karbid bricht, bevor sich das Bindemittel verformen und die Schlagenergie absorbieren kann. Dieser Verschleißmodus tritt häufig auf, wenn eine Sorte mit niedrigem Kobaltgehalt, die für abrasive Bedingungen spezifiziert ist, auf unerwartete harte Einschlüsse oder Bruchzonen trifft. Die Lösung besteht normalerweise darin, den Kobaltgehalt oder die Korngröße zu erhöhen, um die Zähigkeit zu verbessern.
- Grober Bruch: Katastrophaler Bruch des Wendeschneidplattenkörpers, wobei ein erheblicher Teil oder die gesamte Wendeschneidplatte über dem Montageschaft verloren geht. Dieser Versagensmodus weist auf eine starke Überlastung hin – typischerweise durch Aufprall auf unerwartet harte Felsbrocken, plötzliche Änderungen der Formationsfestigkeit oder eine falsche Montage des Einsatzes, die zu Spannungskonzentrationen an der Einsatzbasis führt. Ein grober Bruch zerstört den Einsatz sofort und kann den Werkzeugkörper beschädigen, was ihn zu einer kostspieligen Fehlerursache macht, die es zu vermeiden gilt.
- Thermisches Cracken: Ein Netzwerk von Oberflächenrissen, die von der Wendeschneidplattenspitze ausgehen und manchmal auch als „Wärmerisse“ bezeichnet werden. Dies geschieht, wenn Reibungswärme an der Schneidfläche zu schnellen Temperaturwechseln führt, die die thermische Ermüdungsbeständigkeit des Hartmetalls übersteigen. Thermische Risse treten häufiger bei Trockenschneidbedingungen auf – was auf eine unzureichende Kühlwasserzufuhr zur Werkzeugfläche hindeutet – oder wenn die Eindringgeschwindigkeit sehr hoch ist und anhaltende Reibungswärme entsteht. Die Verbesserung der Kühlwasserversorgung und die Überprüfung der Schnittparameter sind die wichtigsten Maßnahmen zur thermischen Rissbildung.
- Auslaugung von Kobaltbindern: In saurem Grundwasser oder chemisch aggressiven Porenflüssigkeiten kann der Kobaltbinder in der Karbidmatrix selektiv aufgelöst werden, wodurch ein geschwächtes Karbidgerüst zurückbleibt, das sehr bruchanfällig ist. Dieser Versagensmodus ist an einer porösen, grauen Oberflächentextur auf dem Einsatz erkennbar und wird durch chemische Analyse des Grundwassers bestätigt. Nickel- oder Nickel-Chrom-gebundene Hartmetallsorten bieten eine deutlich bessere Korrosionsbeständigkeit unter sauren Bedingungen und sollten spezifiziert werden, wenn das Risiko einer Bindemittelauslaugung bekannt ist oder vermutet wird.
Installations-, Inspektions- und Austauschpraktiken
Die Leistung von Wolframcarbid-Einsätzen im Einsatz wird maßgeblich von der Qualität der Installation, der Häufigkeit und Genauigkeit der Inspektionen während des Tunnelbaus sowie den Kriterien für den Auslöser des Austauschs beeinflusst. Schlechte Praxis in einem dieser Bereiche verringert die Lebensdauer der Wendeschneidplatten und erhöht die Werkzeugkosten pro Meter, unabhängig davon, wie gut die Hartmetallsorte spezifiziert ist.
Installationsanforderungen
Einpress-Knopfeinsätze müssen mit der richtigen Presspassung zwischen dem Einsatzschaft und dem vorbereiteten Sitz im Werkzeugkörper installiert werden. Zu wenig Übermaß führt dazu, dass sich die Wendeschneidplatte unter den Schnittkräften dreht oder lockert, was den Verschleiß beschleunigt und schließlich zum Verlust der Wendeschneidplatte führt. Zu viel Übermaß erzeugt beim Einbau eine Zugspannung im Hartmetallschaft, die zu Rissen führen kann, die sich im Betrieb zu Brüchen ausweiten. Die Hersteller geben die erforderliche Presspassung für jede Kombination aus Einsatzdurchmesser und Gehäusematerial an. Diese Spezifikationen sollten genau befolgt werden, wobei die Sitzabmessungen vor dem Einbau durch Lehrenmessung überprüft werden sollten. Gelötete Einsätze erfordern die richtige Auswahl der Lotlegierung, den richtigen Flussmittelauftrag und die Kontrolle der Lötverbindungsdicke, um die erforderliche Bindungsfestigkeit zu erreichen, um den Schnittkräften standzuhalten, ohne das an die Lötschnittstelle angrenzende Karbid zu reißen.
Protokolle zur Inspektion im laufenden Betrieb
Die Inspektionsintervalle für TBM-Schneidköpfe variieren je nach Bodenbeschaffenheit und Projektanforderungen, finden jedoch typischerweise alle 300–600 Meter Vortrieb in mittelhartem Boden und häufiger in stark abrasiven Formationen statt. Bei jeder Inspektion sollte jede Wendeschneidplattenposition visuell auf die oben beschriebenen Verschleißarten untersucht werden, und die Wendeschneidplattenverschleißtiefe sollte an repräsentativen Stellen mit einem Tiefenmessgerät gemessen werden. Wendeschneidplatten-Verschleißkarten – die Aufzeichnung des Verschleißes an jeder Position des Schneidkopfes über aufeinanderfolgende Inspektionsintervalle – ermöglichen die Identifizierung von Positionen mit ungewöhnlich hohen Verschleißraten, die auf lokale Formationsänderungen, Probleme bei der Kühlwasserzufuhr oder ein Ungleichgewicht der Schneidkopfrotation hinweisen können, das untersucht werden muss.
Ersatzkriterien
Einsätze sollten ausgewechselt werden, bevor sie so weit abgenutzt sind, dass der Stahlwerkzeugkörper die Felswand berührt. Zu diesem Zeitpunkt verschleißt der Werkzeugkörper schnell und die Kosten für den Austausch des Werkzeugkörpers übersteigen die Ersparnis durch die Maximierung der Einsatzlaufzeit bei weitem. Typische Austauschkriterien für Knopfeinsätze legen einen maximalen flachen Verschleißdurchmesser von 60–70 % des ursprünglichen Einsatzdurchmessers fest, bei dessen Überschreitung die Verschleißrate nichtlinear zunimmt und das Risiko eines groben Bruchs deutlich zunimmt. Bei Scheibenschneidern wird der Ringverschleiß überwacht, indem die Verringerung des Ringdurchmessers gegenüber der ursprünglichen Spezifikation gemessen wird. Der Austausch erfolgt typischerweise bei einer Verschleißgrenze von 5–10 mm Durchmesserreduzierung, abhängig von der Ringkonstruktion.
Schlüsselfaktoren bei der Beschaffung von TBM-Hartmetalleinsätzen
Die Beschaffung von Wolframcarbid-Einsätzen für Tunnelbohrmaschinen erfordert technische, kommerzielle und logistische Überlegungen, die speziell für die Untertagebauumgebung gelten. Die Folgen der Angabe eines falschen Produkts oder eines Mangels an Lagerbeständen während der Fahrt sind schwerwiegend genug, um die Beschaffungsentscheidung deutlich folgenreicher zu machen als bei den meisten industriellen Verbrauchsmaterialkäufen.
- Fordern Sie Materialzertifizierungen und Sortendatenblätter an. Jeder seriöse Lieferant von Hartmetalleinsätzen sollte für jede Produktionscharge Materialtestzertifikate vorlegen, die die Härte (HRA oder HV30), die Biegebruchfestigkeit, die Dichte und den Kobaltgehalt bestätigen. Stellen Sie sicher, dass die gelieferte Sorte der Spezifikation entspricht und dass die Konsistenz von Charge zu Charge gewahrt bleibt. Sortenschwankungen zwischen Chargen sind ein bekanntes Qualitätsproblem, da einige Hersteller auf dem Rohstoffmarkt tätig sind.
- Bestätigen Sie Maßtoleranzen anhand Ihrer Werkzeugkörperspezifikationen. Die Toleranzen des Einsatzschaftdurchmessers für Einpressanwendungen liegen typischerweise im Bereich von ±0,01–0,02 mm. Fordern Sie Maßkontrollberichte an, die bestätigen, dass die gelieferten Einsätze das angegebene Toleranzband einhalten – Einsätze außerhalb der Toleranz können visuell nicht erkannt werden und führen zu Installationsproblemen oder vorzeitigem Betriebsausfall.
- Halten Sie für die Projektlaufzeit einen ausreichenden Sicherheitsbestand bereit. TBM-Vortriebe in abrasivem Boden verbrauchen die Einsätze schnell – Verbrauchsraten von mehreren hundert Einsätzen pro Woche sind bei stark abrasiven Granit- oder Quarzitvortrieben keine Seltenheit. Erstellen Sie eine Verbrauchsprognose auf der Grundlage der erwarteten Abrasivität der Formation, der geplanten Penetrationsraten und der Bohrkopfkonstruktion sowie der Größe des Sicherheitsbestands, um den prognostizierten Verbrauch am Projektstandort für mindestens vier bis sechs Wochen abzudecken. Störungen der Lieferkette während eines aktiven TBM-Vortriebs haben direkte und unmittelbare Auswirkungen auf den Projektzeitplan.
- Berücksichtigen Sie die Gesamtbetriebskosten und nicht den Stückpreis. Ein Hartmetalleinsatz, der 20 % mehr kostet, aber in einer bestimmten Formation 50 % länger hält, senkt die Werkzeugkosten pro Vorschubmeter um etwa 25 % und reduziert gleichzeitig die Arbeitskosten für Inspektions- und Austauscheinsätze. Die Bewertung von Einsatzlieferanten anhand von Kosten-pro-Meter-Leistungsdaten aus vergleichbaren Projekten statt allein anhand des Stückpreises führt durchweg zu besseren Projektergebnissen und ist der Ansatz, den erfahrene TBM-Auftragnehmer weltweit verwenden.
- Beauftragen Sie den technischen Support des Lieferanten für neuartige oder anspruchsvolle Formationen. Wenn die Projektgeologie Formationen außerhalb der Standardkategorien Hartgestein oder Weichboden umfasst – stark zerklüftetes Gestein, chemisch aggressives Grundwasser, extreme Abrasivität oder gemischte Wand mit großen Felsbrocken – arbeiten Sie mit dem technischen Team des Einsatzlieferanten zusammen, um die Einsatzspezifikation vor Beginn des Vortriebs zu entwickeln und zu validieren. Die Kosten für eine technische Überprüfung vor dem Projekt sind vernachlässigbar im Vergleich zu den Kosten für die Entdeckung einer unzureichenden Spezifikation durch vorzeitigen Einsatzfehler während einer Live-Fahrt.
Unsere Produkte //
Verwandte Produkte


Wenn Sie an unseren Produkten interessiert sind, wenden Sie sich bitte an uns
