
DE
Alles, was Sie über Gesteinsbohrwerkzeuge aus Wolframcarbid wissen müssen
Branchennachrichten-Gesteinsbohrwerkzeuge aus Wolframkarbid sind das Rückgrat moderner Bohrarbeiten im Bergbau, im Bauwesen, in Steinbrüchen und bei geotechnischen Arbeiten. Ob Sie in einem Tagebau Granit sprengen oder Fundamente in hartem Kalkstein verankern, die Leistung Ihres Bohrers hängt fast ausschließlich von der Qualität und dem Design der Hartmetallwerkzeuge an der Schnittfläche ab. Dieser Leitfaden erläutert alles Praktische, was Sie wissen müssen – von der Funktionsweise dieser Tools bis hin zur Auswahl des richtigen Tools und seiner längeren Laufzeit.
Was Wolframkarbid zum richtigen Material für Gesteinsbohrungen macht
Wolframkarbid (WC) ist ein Verbundwerkstoff, der durch Sintern von Wolframkarbidpartikeln mit einem metallischen Bindemittel – am häufigsten Kobalt – hergestellt wird. Das Ergebnis ist ein außergewöhnlich hartes Material mit einer Vickers-Härte im Bereich von 1.400 bis 1.800 HV. Damit ist es weitaus härter als Stahl und verfügt dennoch über genügend Zähigkeit, um die wiederholten Stoßbelastungen zu absorbieren, die beim Gesteinsbohren erforderlich sind.
Was Wolframcarbid von anderen Hartstoffen unterscheidet, ist die Kombination seiner Eigenschaften. Reine Keramik ist härter, aber für Schlagbohren zu spröde. Werkzeugstahl ist zäher, verschleißt jedoch bei abrasivem Gestein viel zu schnell. Hartmetall schafft die Balance, die beim praktischen Bohren erforderlich ist: Es widersteht abrasivem Verschleiß, hält Druckbelastungen gut stand und kann präzise in spezifische Geometrien geschliffen werden, die für verschiedene Gesteinsarten und Bohrmethoden geeignet sind.
Der Kobaltbindemittelgehalt ist eine der wichtigsten Variablen bei der Hartmetallformulierung. Ein höherer Kobaltanteil (12–16 %) erhöht die Zähigkeit und Schlagfestigkeit und macht es für gebrochenes oder heterogenes Gestein geeignet. Ein geringerer Kobaltgehalt (6–8 %) ergibt eine härtere, verschleißfestere Sorte, die für homogene, stark abrasive Formationen wie Quarzit oder Sandstein geeignet ist. Die Wahl der falschen Sorte für Ihre Formation ist eine häufige Ursache für vorzeitigen Werkzeugausfall.
Haupttypen von Hartmetall-Gesteinsbohrwerkzeugen
Der Begriff „Wolframkarbid-Gesteinsbohrwerkzeuge“ umfasst eine breite Produktfamilie. Das Verständnis des spezifischen Werkzeugtyps für Ihre Anwendung ist der erste Schritt zum effizienten Bohren.
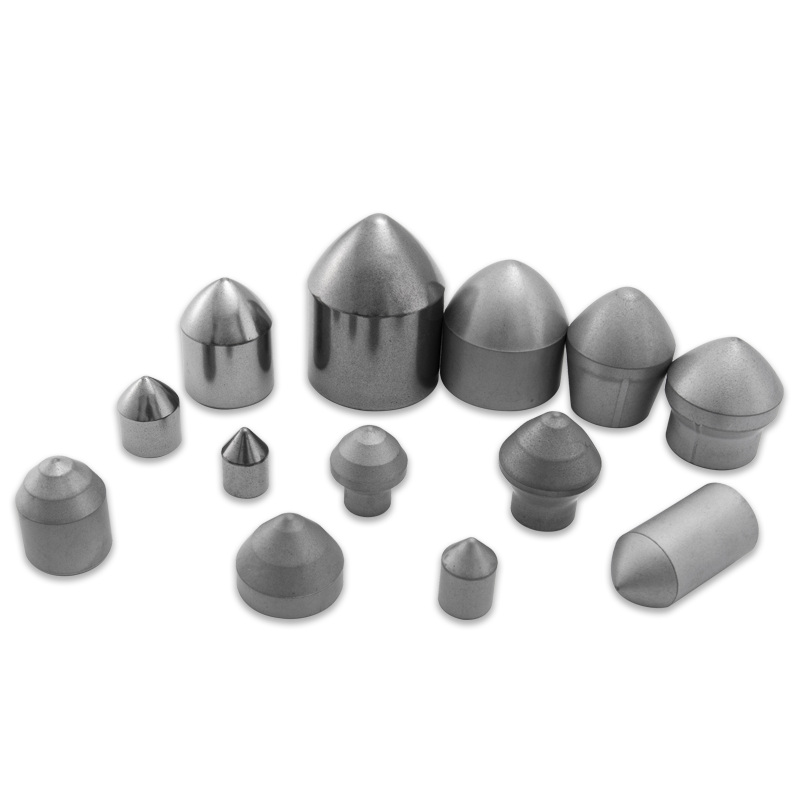
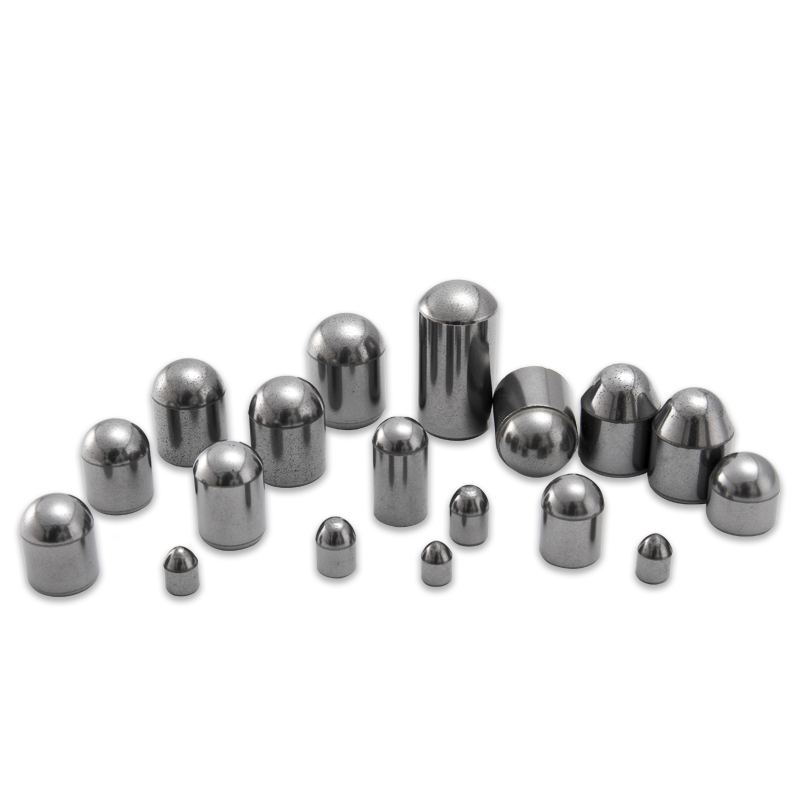
Knopfbits
Knopfbohrer sind das am weitesten verbreitete Hartmetall-Bohrwerkzeug im Über- und Untertagebergbau. Kugelförmige oder ballistisch geformte Hartmetalleinsätze werden in einem Muster, das die gesamte Bohrfläche abdeckt, in einen Stahlkörper eingepresst. Knopfbohrer werden in Rotations-Schlag-Bohrsystemen verwendet und sind in den Ausführungen mit flacher, konvexer (Kuppel) und konkaver Form erhältlich, die jeweils für unterschiedliche Gesteinsverhältnisse geeignet sind.
- Kugelförmige Knöpfe: Am besten für hartes, abrasives Gestein; maximale Verschleißfestigkeit.
- Ballistische (parabolische) Knöpfe: Bessere Durchdringungsrate in mittelhartem Gestein; empfohlen, wenn ROP Priorität hat.
- Eiförmige Knöpfe: Ein Kompromiss zwischen ballistisch und kugelförmig, häufig in Formationen mit unterschiedlicher Härte.
Kreuzbits und X-Bits
Kreuzbohrer verfügen über vier Hartmetallflügel, die in einem Kreuz- oder X-Muster angeordnet und in einen Stahlkörper eingelötet sind. Sie werden häufig beim leichten Schlagbohren wie Jackleg-Bohren und Drifter-Bohren in weicherem bis mittelhartem Gestein eingesetzt. Kreuzmeißel lassen sich einfacher herstellen und nachschleifen, was sie für Anwendungen mit relativ konstanten Formationsbedingungen wirtschaftlich macht. Allerdings verschleißen sie in stark abrasiven Formationen schneller als Knopfmeißel.
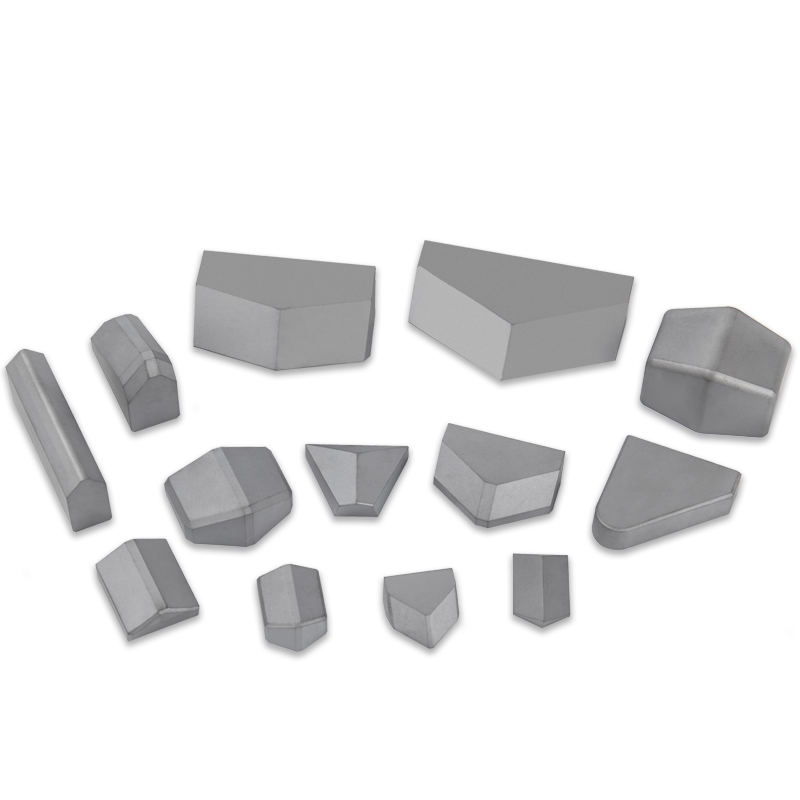
Meißelbits
Meißelbohrer verwenden einen einzelnen Hartmetalleinsatz oder einen hartgelöteten Hartmetallstreifen in einer linearen Schneidkonfiguration. Sie werden hauptsächlich für handgeführte Schlagbohrmaschinen mit kleinerem Durchmesser, zum Bohren von Bauankern und zum sekundären Brechen verwendet. Aufgrund ihrer einfachen Geometrie sind sie kostengünstig und leicht nachzuschärfen, allerdings sind sie auf weicheres Gestein und kleinere Lochdurchmesser beschränkt.
Dreikegel-Rollenmeißel mit Hartmetalleinsätzen
Beim Drehbohren für große Sprenglöcher sowie bei Öl- und Gasanwendungen verwenden Tricone-Bohrer Einsätze aus Wolframcarbid, die in die Stahlzähne rotierender Kegel gepresst werden. Während die Kegel über die Felswand rollen, zerdrücken und zersplittern die Einsätze die Formation. Die Einsatzgeometrie reicht von stumpfen Halbkugelformen für hartes Gestein bis hin zu länglichen Meißelformen für weiche Formationen. Dabei handelt es sich um kostenintensive Werkzeuge, die jedoch bei Rotationsanwendungen mit großem Durchmesser hervorragende Eindringraten bieten.
DTH-Hammerbohrer (Down-The-Hole).
DTH-Bohrer sind eine spezielle Art von Knopfbohrern, die für den Einsatz mit Bohrhammersystemen entwickelt wurden, bei denen sich der Schlagmechanismus entlang des Bohrgestänges bewegt und den Bohrer direkt auf die Felswand trifft. Dies minimiert den Energieverlust und macht das DTH-Bohren für tiefe Löcher und hartes Gestein außerordentlich effizient. Das Layout der Hartmetallknöpfe und die Flächengeometrie der DTH-Bohrer sind speziell für die hochfrequenten und energiereichen Stöße beim Hammerbetrieb ausgelegt.
So wählen Sie das richtige Hartmetall-Gesteinsbohrwerkzeug aus
Bei der Auswahl des richtigen Wolframcarbid-Bohrwerkzeugs müssen die Eigenschaften des Werkzeugs an vier Schlüsselvariablen angepasst werden: Gesteinstyp, Bohrmethode, Lochdurchmesser und Betriebsbedingungen. Die richtige Abstimmung wirkt sich direkt auf die Eindringrate, die Werkzeuglebensdauer und die Kosten pro gebohrtem Meter aus.
| Gesteinstyp | Empfohlener Werkzeugtyp | Hartmetallsorte |
| Weich (Kalkstein, Kohle, Schiefer) | Meißelbohrer oder Kreuzbohrer | Hoher Kobaltgehalt (zähe Qualität) |
| Mittel (Granit, Basalt) | Knopfgebiss (ballistische Einlagen) | Mittlerer Kobaltgehalt (ausgeglichener Gehalt) |
| Hart und abrasiv (Quarzit, Chert) | Knopfbohrer (kugelförmige Einsätze) oder DTH-Bit | Geringer Kobaltgehalt (verschleißfeste Sorte) |
| Gebrochene / variable Bildung | Kreuzgebiss oder robustes Knopfgebiss | Hoher Kobaltgehalt (schlagfest) |
| Tieflochrotor (großer Durchmesser) | Dreikegel-Rollenmeißel mit Hartmetalleinsätzen | Abgestimmt auf Formationshärte |
Berücksichtigen Sie neben der Gesteinsart auch das verwendete Bohrsystem. Das Rotations-Schlagbohren (Oberhammer) funktioniert am besten mit Standard-Knopfbohrern in Tiefen bis zu 30–40 Metern. DTH-Systeme übernehmen die Aufgabe bei tieferen Löchern, bei denen die Energieübertragung über lange Gestängestränge andernfalls die Effizienz beeinträchtigen würde. Rein rotierende Systeme erfordern Einsatzmeißel oder Schleppmeißel, abhängig von der Druckfestigkeit der Formation.

Wichtige Qualitätsindikatoren bei der Bewertung von Hartmetall-Bohrwerkzeugen
Nicht alle Gesteinsbohrwerkzeuge aus Wolframcarbid sind gleich geschaffen. Beim Vergleich von Produkten verschiedener Hersteller oder bei der Beschaffung neuer Werkzeuge sind diese Qualitätsindikatoren am wichtigsten:
- Hartmetall-Korngröße: Feinkörniges Hartmetall (Submikron) sorgt für höhere Härte und Verschleißfestigkeit. Gröbere Kornstrukturen verbessern die Zähigkeit, beeinträchtigen jedoch die Abriebfestigkeit.
- Einpresstoleranz einfügen: Bei Knopfbits ist die Presspassung zwischen Einsatz und Stahlkörper entscheidend. Ein lockerer Sitz führt zum Verlust der Einlage; Ein zu fester Sitz führt beim Pressen zu Rissen im Hartmetall.
- Qualität des Stahlgehäuses: Der Bohrstahlkörper muss robust genug sein, um Ermüdungsrissen bei wiederholten Stößen standzuhalten. Nach der Bearbeitung einsatzgehärtete niedriglegierte Stähle übertreffen Weichstahlkörper hinsichtlich der Lebensdauer.
- Geometriekonsistenz einfügen: Einsätze sollten eine einheitliche Geometrie und Oberflächenbeschaffenheit haben. Unstimmigkeiten in der Knopfhöhe oder -position führen zu einer ungleichmäßigen Belastung der gesamten Schlagfläche und beschleunigen den Verschleiß freiliegender Einsätze.
- Spüllochausführung: Ausreichende und gut positionierte Spülkanäle in der Meißelfläche sind wichtig, um Späne zu entfernen und das Hartmetall zu kühlen. Verstopfte oder zu kleine Spülöffnungen verringern die Eindringgeschwindigkeit und erhöhen den hitzebedingten Karbidabbau.
So verlängern Sie die Lebensdauer Ihrer Hartmetall-Bohrwerkzeuge
Gesteinsbohrwerkzeuge aus Wolframcarbid machen einen erheblichen Teil der Bohrverbrauchsmaterialkosten aus. Eine disziplinierte Werkzeugverwaltung und Betriebspraktiken können die Lebensdauer erheblich verlängern und die Kosten pro Meter senken.
Nachschleifen von Knopfbits nach Zeitplan
Das Nachschleifen von Knopfbohrern ist eine der kostengünstigsten Vorgehensweisen bei der Verwaltung von Hartmetallwerkzeugen. Wenn sich die Knöpfe abnutzen, entwickeln sie auf ihrer Oberseite flache Abnutzungsflächen, die die Eindringgeschwindigkeit verringern und den Energieeintrag pro gebohrtem Meter erhöhen. Durch Nachschleifen wird das ursprüngliche Knopfprofil wiederhergestellt, bevor die Verschleißflächen zu groß werden. Als Faustregel gilt, dass nachgeschliffen werden muss, wenn der Durchmesser der Verschleißfläche 30–40 % des Knopfdurchmessers erreicht. Zu langes Warten bedeutet, dass pro Nachschleifzyklus mehr Karbid entfernt werden muss, wodurch sich die Gesamtzahl der Nachschleifzyklen verkürzt, bevor der Bohrer ausgemustert wird.
Anpassung der Vorschubkraft und Aufprallenergie an die Formation
Eine übermäßige Vorschubkraft oder ein zu hoher Schlagdruck in weichem Gestein ist eine häufige Ursache für Karbidrisse und Schneidplattenverlust. Das Hartmetall dient dazu, Gestein durch Aufprall zu zerkleinern. Wenn das Bohrgut zu schnell eindringt, als dass das Bohrklein weggespült werden könnte, kann der Bohrer steckenbleiben und die Belastung auf einzelne Einsätze konzentrieren. Passen Sie Vorschub, Rotationsgeschwindigkeit und Schlagenergie an die Druckfestigkeit der Formation an. Die meisten Hersteller von Bohrgeräten bieten empfohlene Betriebsparameter für bestimmte Gesteinsklassen an.
Aufrechterhaltung einer ausreichenden Spülung
Eine unzureichende Spülung ist für einen erheblichen Anteil der vorzeitigen Ausfälle von Hartmetallwerkzeugen verantwortlich. Nicht abgeführte Späne verstopfen sich im Bohrlochboden und verursachen ein Nachschleifen der Gesteinssplitter an der Bohrfläche, wodurch der Verschleiß beschleunigt wird. Halten Sie zur Luftspülung eine Mindestluftgeschwindigkeit im Bohrloch von 15–20 m/s ein. Stellen Sie beim Spülen mit Wasser oder Schaum sicher, dass die Durchflussrate für den zu bohrenden Lochdurchmesser ausreichend ist. Überprüfen und reinigen Sie die Spülöffnungen an den Bits regelmäßig – selbst eine teilweise Verstopfung verringert die Spülwirksamkeit erheblich.
Ordnungsgemäße Lagerung und Handhabung
Wolframkarbid ist hart, aber nicht immun gegen Beschädigungen durch Stöße. Wenn Bits auf harte Oberflächen fallen gelassen werden oder sie lose in Behältern gelagert werden, wo sie aneinander stoßen, kommt es zum Absplittern der Hartmetalleinsätze, bevor sie überhaupt in Betrieb genommen werden. Lagern Sie Bits vertikal in speziellen Regalen oder in geschützten Behältern mit Trennwänden. Transport zur und von der Bohrfläche in Werkzeugtaschen statt lose in einem Werkzeugkasten.
Häufige Fehlermodi und was sie Ihnen sagen
Die Untersuchung abgenutzter oder defekter Gesteinsbohrwerkzeuge aus Wolframkarbid verrät viel darüber, ob sich die Werkzeugauswahl, die Bohreinrichtung oder die Betriebsabläufe ändern müssen. Hier sind die häufigsten Fehlermuster und ihre Ursachen:
- Gleichmäßige flache Abnutzung aller Knöpfe: Normaler abrasiver Verschleiß – das Werkzeug wurde sachgemäß verwendet. Fahren Sie mit dem Nachschleifen fort.
- Rissige oder kaputte Knöpfe: Zeigt normalerweise eine übermäßige Aufprallenergie für die Formation, eine falsche Hartmetallsorte (zu spröde) oder das Bohren in eine Hohlraum- oder Verwerfungszone an. Erwägen Sie den Wechsel zu einer härteren Hartmetallsorte.
- Tastenverlust (leere Buchsen): Verursacht durch unzureichenden Presssitz, Ermüdungsrisse in der Stahlhülse oder Blockierereignisse, bei denen Einsätze unter seitlicher Kraft herausgezogen werden. Untersuchen Sie das Stahlgehäuse auf Risse in der Fassung.
- Ungleichmäßiger Verschleiß (Anzeigeknöpfe verschleißen schneller): Dies kommt häufig vor, wenn das Loch überdimensioniert ist, wodurch der Bohrer driften und die Messknöpfe unverhältnismäßig stark belasten kann. Überprüfen Sie die Ausrichtung und den Zustand des Stabilisators.
- Hitzerisse oder Oberflächenrisse an Knöpfen: Zeigt thermische Ermüdung durch unzureichende Spülung an. Das Karbid überhitzt und reißt durch schnelle Temperaturwechsel. Verbessern Sie den Spülfluss und prüfen Sie, ob Anschlüsse verstopft sind.
- Erosion oder Auswaschung des Stahlkörpers: Das Spülmedium schneidet direkt in den Stahl um die Hartmetalleinsätze herum. Verursacht durch rezirkulierende abrasive Partikel. Überprüfen Sie die Position der Spülöffnung und die Absaugung des Schnittguts.
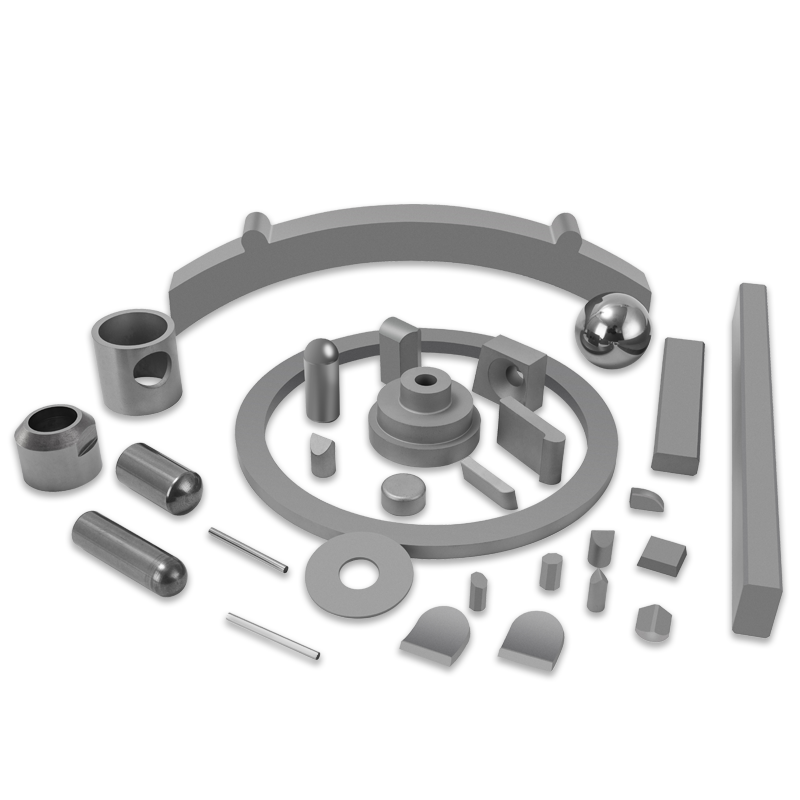
Industrieanwendungen, bei denen Hartmetall-Gesteinsbohrwerkzeuge von entscheidender Bedeutung sind
Bohrerspitzen und -einsätze aus Wolframkarbid werden in einer Vielzahl von Branchen eingesetzt, jede mit spezifischen Anforderungen, die sich auf das Werkzeugdesign und die Materialauswahl auswirken.
- Tagebau und Steinbrüche: Knopfbohrer mit großem Durchmesser und DTH-Bohrer werden zum Sprenglochbohren im Tagebaubetrieb verwendet. Bohrerdurchmesser liegen typischerweise zwischen 89 mm und 311 mm, und die Werkzeuglebensdauer wird in Metern pro Bohrer gemessen und steht in direktem Zusammenhang mit den Sprengkosten pro Tonne.
- Untertägiger Hartgesteinsabbau: Knopfbohrer und Kreuzbohrer mit kleinerem Durchmesser werden beim Vortriebs-, Stopp- und Produktionsbohren verwendet. Die Bedingungen im Untergrund erhöhen die Komplexität – eingeschränkter Zugang, eingeschränkte Belüftung und die Notwendigkeit eines schnellen Bohrerwechsels erhöhen den Wert langlebigerer Hartmetallwerkzeuge.
- Tiefbau und Tunnelbau: Hartmetallbohrer werden für die Installation von Gesteinsankern, Vorspaltbohrungen und Erkundungskernbohrungen vor Tunnelwänden verwendet. Bei diesen Anwendungen ist die Werkzeugzuverlässigkeit besonders wichtig, da sich unerwartete Geräteausfälle auf die Projektzeitpläne und die Arbeitssicherheit auswirken.
- Brunnen- und Geothermiebohrungen: DTH-Hammerbohrer mit Hartmetalleinsätzen werden häufig zum Bohren von Wasserbrunnen durch harte Felsformationen verwendet. Diese Anwendungen erfordern eine hohe Zählerleistung pro Meißel und zuverlässige Leistung in wechselnden Formationen ohne häufige Meißelwechsel.
- Öl- und Gasexploration: Dreikegelbohrer mit Wolframkarbideinsätzen bohren durch harte und abrasive Formationen in Öl- und Gasquellen. Bei diesen Anwendungen sind die Bohrerkosten ein untergeordneter Faktor im Vergleich zu den Kosten für die Bohrzeit pro Tag, sodass die Qualität der Hartmetalleinsätze und die Haltbarkeit des Bohrers von größter Bedeutung sind.
Worauf Sie bei der Beschaffung von Hartmetall-Gesteinsbohrwerkzeugen achten sollten
Der globale Markt für Hartmetall-Bohrwerkzeuge reicht von europäischen und nordamerikanischen Premiumherstellern bis hin zu einer breiten Palette asiatischer Anbieter. Die Preisunterschiede sind erheblich, aber die Kosten pro gebohrtem Meter – nicht der Kaufpreis – sind die richtige Messgröße für die Bewertung des Werkzeugwerts.
Fragen Sie bei der Bewertung von Lieferanten nach zertifizierten Spezifikationen für Hartmetallsorten, einschließlich Korngröße, Kobaltgehalt, Härte (HRA oder HV) und Biegebruchfestigkeit (TRS). Seriöse Hersteller stellen diese Werte zur Verfügung und können spezifische Qualitäten für Ihre Formation empfehlen. Fordern Sie Feldtestdaten oder Referenzen von Betrieben unter ähnlichen geologischen Bedingungen an. Ein Bohrer, der 20 % mehr kostet, aber 50 % mehr Meter pro Bohrer bohrt, bietet einen klaren Mehrwert – Sie benötigen jedoch die Daten, um diese Behauptung zu überprüfen, bevor Sie sich an einen Lieferanten binden.
Berücksichtigen Sie auch den Kundendienst: Verfügbarkeit von Nachschleifdiensten oder -geräten, Lieferzeiten für Ersatzwerkzeuge und technische Unterstützung bei der Fehlerbehebung bei Fehlerarten. Betriebe an abgelegenen Standorten profitieren besonders von Lieferanten mit regionaler Lagerhaltung und schneller Logistik, da Ausfallzeiten des Bohrers beim Warten auf Werkzeuge weitaus mehr kosten können als Einsparungen beim Bohrerpreis.
Unsere Produkte //
Verwandte Produkte


Wenn Sie an unseren Produkten interessiert sind, wenden Sie sich bitte an uns
